關(guān)注主辦方微信,了解更多展會信息
名稱:中國鍛壓協(xié)會
地址: 北京昌平北清路中關(guān)村生命科學園博雅C座10層
郵編:102206
電話:010-53056669
傳真:010-53056644
郵箱:
metalform@chinaforge.org.cn

新能源汽車機罩前端變形改善方案
|
新能源汽車的年銷量從2016年的50.7萬輛提高到2020年的136.7萬輛,年均增長率達到了28%。不論是造車新勢力還是傳統(tǒng)車企都在加大新能源汽車的投入。從外觀設(shè)計上看,前些年的燃油車的機罩前部和進氣格柵基本沒有匹配要求(圖1),近些年來的車型上,前格柵上部會保留部分和機罩前端配合。新能源汽車沒有了發(fā)動機總成,發(fā)動機艙前部的進氣格柵的功能也就無用武之地,新能源汽車的機罩更多是和一體化的前保匹配(圖2),配合面尺寸更長,因此新能源汽車機罩前部的精度要求要比傳統(tǒng)燃油車要高很多。
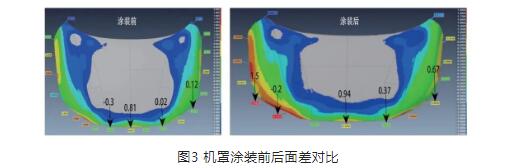
隨著這種機罩和一體化前格柵的設(shè)計理念的普及,機罩前端的精度控制就得到了越來越多主機廠的關(guān)注。機罩內(nèi)板、外板在經(jīng)過沖壓模具成形后,在焊裝進行包邊壓合,經(jīng)過涂裝的烘烤噴漆,前端包邊面邊緣的面差會發(fā)生較大的變化(圖3),如果全工序工藝控制不好的話,從沖壓到總裝的這種變化可能有1~2mm的量。但是隨著機罩和一體化前格柵的匹配,如果機罩前端面差發(fā)生較大的變化量,和前格柵的匹配也會超公差,目視起來這種缺陷會更加明顯。
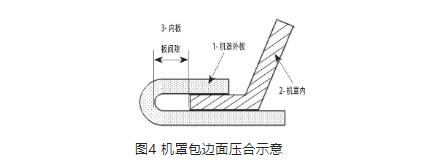
原因分析 理想狀態(tài)的機罩內(nèi)板和外板包邊時,內(nèi)板和外板之間留有一定的間隙,機罩外板卷邊面和內(nèi)板貼合緊密(圖4)。涂裝烤房內(nèi)溫度一般在160~190℃,保溫20~40min。機罩的包邊部位在這個溫度中會發(fā)生熱變形。根據(jù)分析總結(jié)多個車型項目的經(jīng)驗,得出機罩烘烤后發(fā)生熱變形的主要原因如下。
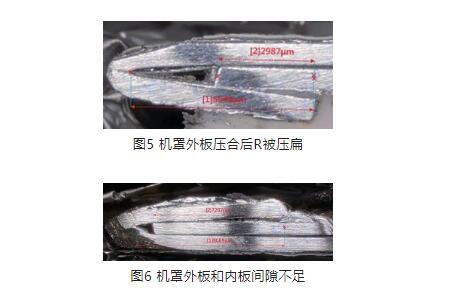
⑴機罩外板和機罩內(nèi)板包邊后,外板卷邊面與內(nèi)板不貼合。烘烤后外板發(fā)生變形有張開的趨勢,導(dǎo)致機罩總成的面差發(fā)生變化。而產(chǎn)生這種不貼合的因素主要是2類:①機罩外板前端形狀的R被壓扁(圖5),這里R的尺寸至少應(yīng)該是2層外板的料厚和1層內(nèi)板料厚以上。如果包邊后R的形狀被壓扁,外板的卷邊面與內(nèi)板就不會貼合,烘烤后外板卷邊面有張開趨勢。②機罩內(nèi)板和外板在包邊時發(fā)生竄動,導(dǎo)致局部內(nèi)板和外板間隙偏小(圖6),包邊時內(nèi)板將外板頂開,烘烤后外板的變形趨勢在擴大,導(dǎo)致機罩總成面差精度變化。
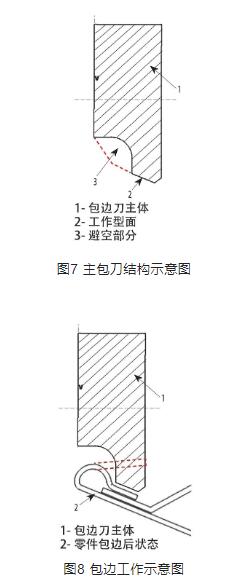
⑵機罩內(nèi)板模具成形不充分機罩內(nèi)板拉延模具和整形模具成形不充分,機罩內(nèi)板材料未得到充分的延展,導(dǎo)致機罩內(nèi)板前端剛性不足,因此在涂裝烘烤時,機罩內(nèi)板發(fā)生熱變形回彈,機罩總成前端面差發(fā)生較大變化。 另外,機罩總成熱變形的原因還包括包邊面上的密封膠材質(zhì)和工藝,涂裝時機罩工裝治具的支撐點位和支撐方式。福建汽車集團云度新能源汽車公司的劉武生和廣汽埃安新能源汽車的孟令輝等人對此有深入研究,筆者就不過多贅述。本文主要介紹在模具方面的研究和對策。 改善對策 ⑴包邊模具改善,防止機罩外板R 被壓變形。主要對策是在包邊模具的主包刀的壓合面進行改造,對可能會接觸到外板R 角的部分進行機加避空(圖7)。于是外板的翻邊面在包邊過程中會在前端形成一個隆起,形成水滴狀,這樣就避免了外板R 角被包邊刀塊壓扁(圖8)。
(2)機罩內(nèi)板上設(shè)置凸起,防止零件竄動。在機罩內(nèi)板的包邊面區(qū)域,均勻的布置多個凸起(圖9),機罩外板對應(yīng)處的材料長度適當增加,便于機罩外板包邊時能覆蓋住凸起。然后再在包邊模具的主包刀對應(yīng)位置挖孔進行避空(圖10),便于機罩外板包邊壓合時在內(nèi)板凸起處發(fā)生塑性變形(圖11),防止機罩內(nèi)板和外板可能的多個方向的竄動。
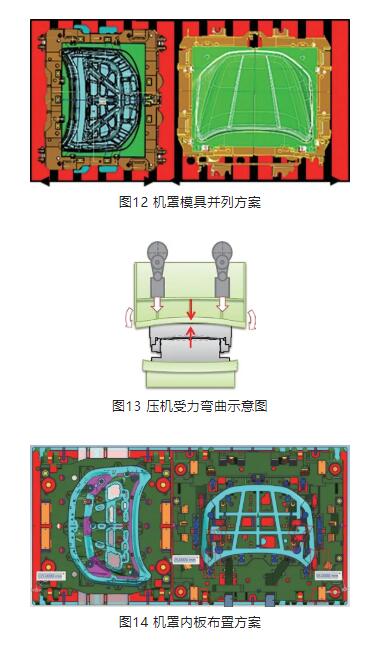
(3)提升機罩內(nèi)板前端剛性。沖壓車間為了提高生產(chǎn)效率,通常會將機罩內(nèi)板模具和機罩外板模具并列放置在一起進行生產(chǎn)(圖12),但是并列模具時由于壓機成形壓力較大,會使壓機的上滑塊發(fā)生輕微擾度彎曲變形(圖13),導(dǎo)致壓機中部的模具型面成形不到底。例如我司的某條沖壓線機床臺面的尺寸為4500mm×2200mm,某機罩外板模具最大尺寸(第3 序模具有翻邊內(nèi)容,模具尺寸最大)2460mm×2190mm,對應(yīng)的機罩內(nèi)板最大尺寸為2190mm×1980mm。如果希望機罩內(nèi)板和外板并列生產(chǎn),就只能讓機罩外板橫向布置,機罩內(nèi)板縱向布置。但是機罩內(nèi)板前格柵部分放置于壓機中部,便會發(fā)生機罩前格柵部位成形不充分的情況,導(dǎo)致機罩內(nèi)板剛性不足。因此在模具結(jié)構(gòu)設(shè)計階段,就需要將機罩內(nèi)板的前格柵部分布置于壓機邊緣(圖14),調(diào)試階段重點提升機罩內(nèi)板前格柵部位的模具壓合率,拉延序盡量使機罩內(nèi)板材料拉深率提高,零件只要不發(fā)生開裂或者頸縮就可以。這樣成形出來的機罩內(nèi)板的剛性就是在同等材料材質(zhì)下的最高剛性,后續(xù)在涂裝烘烤噴漆時發(fā)生的熱變形就會相應(yīng)減少。
結(jié)束語 在國家新能源政策的引領(lǐng)下,越來越多的車企即將或者已經(jīng)推出自己的電動車型。電動車型一體化的前格柵設(shè)計理念也將逐步普遍化,這樣相對于傳統(tǒng)燃油車型來說,機罩總成的精度也越來越受到關(guān)注。如何消除機罩的熱變形也被越來越多的同行研究,這也是一個跨部門跨學科的綜合性問題。 本文也只是從模具角度進行了相關(guān)的研究及經(jīng)驗總結(jié),歸納了以下三點: ⑴通過對包邊模具主包刀的避空打磨,防止外板R 角被壓變形; ⑵通過對機罩內(nèi)板模具包邊面設(shè)置凸起,包邊后防止機罩內(nèi)板和機罩外板竄動時導(dǎo)致內(nèi)板將外板頂開的情況; ⑶通過在模具結(jié)構(gòu)設(shè)計階段并列模具的合理布局,使得機罩內(nèi)板模具的重要前格柵部位位于壓機邊緣,提升機罩內(nèi)板零件的成形性,削減涂裝的熱變形。
|