關(guān)注主辦方微信,了解更多展會(huì)信息
名稱:中國(guó)鍛壓協(xié)會(huì)
地址: 北京昌平北清路中關(guān)村生命科學(xué)園博雅C座10層
郵編:102206
電話:010- 69731006
傳真:010-53056644
郵箱:
metalform@chinaforge.org.cn

沖壓拉延工藝需注意的幾個(gè)問(wèn)題
|
一丶拉延模的型面設(shè)計(jì) 拉延模的型面設(shè)計(jì)包括:沖壓方向的選擇、工藝補(bǔ)充、壓料面的生成、拉延筋的布置、工藝孔和工藝切口的布置、凸凹模圓角半徑的確定、定位形式的確定。下面我們就對(duì)這幾個(gè)方面逐一展開說(shuō)明
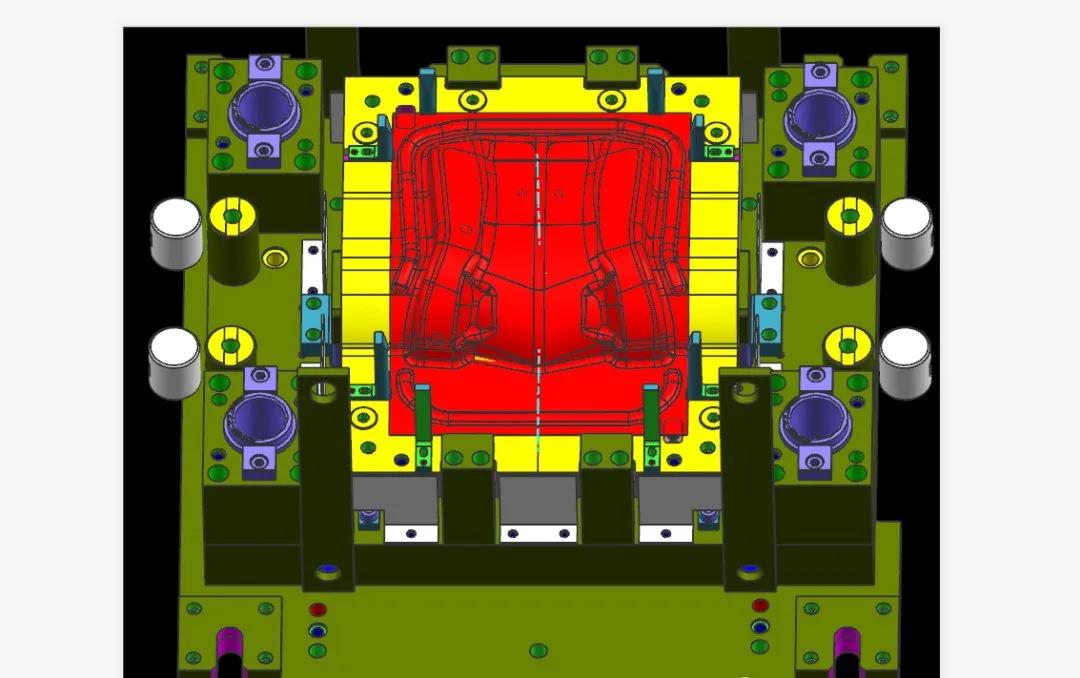
1.沖壓模具的確定 所謂沖壓方向是指坯料在模具拉延過(guò)程中所受機(jī)床壓力的方向。選擇正確的沖壓方向是確定拉伸方案首先遇到的問(wèn)題,它不僅決定能否拉伸出滿意的工序件,而且影響到工藝補(bǔ)充部分的多少及拉伸后各工序的方案。對(duì)于拉延模具而言,沖壓方向的選擇應(yīng)滿足以下原則: (1) 保證凸模能夠順利進(jìn)入凹模,不應(yīng)出現(xiàn)凸模接觸不到的部位。 (2)拉延開始時(shí),凸模和坯料的接觸面積要盡量大,接觸部位,應(yīng)處于沖壓模具的中心。 (3) 壓料面各部位受力要均勻。 (4) 盡可能地減小拉延深度,且要使各部位的深度均勻,防止深度過(guò)深導(dǎo)致開裂。 通常我們可以三維數(shù)模的重心位置設(shè)為原點(diǎn),在Y軸和X-Z面上建立坐標(biāo)系統(tǒng),并以Y軸上的坐標(biāo)方向?yàn)橹行模D(zhuǎn)X-2面上的坐標(biāo)系統(tǒng)直到所有的曲面都和此方向不產(chǎn)生負(fù)角為止,則這個(gè)方向就是拉延方向。 下面我們以左右前輪罩為例,看一下其拉延工序沖壓方向的確定。如圖1、2所示,以Y軸上的坐標(biāo)方向?yàn)橹行模D(zhuǎn)X-Z面上的坐標(biāo)系統(tǒng)5o時(shí),能保證凸模能夠順利進(jìn)入凹模,不會(huì)出現(xiàn)凸模接觸不到的部位,并且所有的曲面都和此方向不產(chǎn)生負(fù)角,可以確定此方向就是拉延的沖壓方向。
2.合理增加工藝補(bǔ)充 汽車沖壓件種類繁多,一些大型覆蓋件形狀復(fù)雜不規(guī)則,結(jié)構(gòu)不對(duì)稱,很難滿足拉延成形工藝的要求,合理增加工藝補(bǔ)充有利于改善拉延件的工藝性,提高拉延件的質(zhì)量。工藝補(bǔ)充是拉延件不可缺少的部分,拉延以后要將工藝補(bǔ)充修掉,所以工藝補(bǔ)充也是工藝上必要的材料消耗。工藝補(bǔ)充面的形狀多半是復(fù)雜的空間曲面,不僅需要確定型面補(bǔ)充走向、型面補(bǔ)充范圍等,還需要描述其空間幾何形狀,是一個(gè)涉及邊界條件以確保成形順利實(shí)現(xiàn)的創(chuàng)造性過(guò)程。目前這一問(wèn)題的解決主要依靠個(gè)人經(jīng)驗(yàn),通過(guò)對(duì)零件幾何的定性分析來(lái)確定,借助于曲面造型功能軟件來(lái)完成。設(shè)計(jì)拉伸件工藝補(bǔ)充時(shí)還應(yīng)遵循以下的設(shè)計(jì)原則: (1) 使拉伸深度盡量淺; (2) 盡量有利于刃口垂直修邊; (3) 工藝補(bǔ)充部分應(yīng)盡量少,提高材料利用率。 3.壓面料的設(shè)計(jì) m壓料面是指凹模圓角半徑以外的那一部分。在確定壓料面形狀時(shí)要盡量降低拉延深度,使型面平緩。由于凸模對(duì)拉延坯料要有一定的拉伸作用,所以必須保證壓料面展開長(zhǎng)度比凸模展開長(zhǎng)度短,材料才能產(chǎn)生拉伸,如果壓料面展開長(zhǎng)度比凸模長(zhǎng),拉伸時(shí)可能會(huì)形成波紋或起皺。壓料有兩種形式,一種是壓料面就是制件本身的凸緣面,這種壓料面的形狀是確定的,此時(shí),當(dāng)壓科面是制件本身的凸緣部分,凹模圓角R要根據(jù)具體情況確定,因?yàn)橹萍A角半徑一般都比較小,直接作為凹模圓角半徑不利于拉伸必須加大才不會(huì)導(dǎo)致拉延時(shí)起皺或破裂。加大后的圓角可通過(guò)后序的整形干序來(lái)達(dá)到產(chǎn)品的要求另一種壓料面是由工藝補(bǔ)充部分組成的1對(duì)于這種壓料面,壓邊圈將拉延坯料壓緊在凹模上,壓料面不應(yīng)產(chǎn)生褶皺和裂痕,從而保證凸模對(duì)拉延毛坯的拉延,否則在拉延的過(guò)程中會(huì)形成波紋和褶皺,甚至產(chǎn)生開裂。由此可見,壓料面形狀一般由平面、圓柱面、圓錐面等可展曲面組成。其中,平面壓料面不但有利于坯料成型,而且加工也容易,應(yīng)盡量采用。 4.拉延筋的設(shè)置 沖壓件在拉延的過(guò)程中出現(xiàn)的問(wèn)題主要是起皺開裂:為了解決這個(gè)問(wèn)題必須設(shè)置拉延筋以增加進(jìn)料阻力,調(diào)節(jié)材料的流動(dòng)速度和進(jìn)料的多少。拉延筋的數(shù)量及位置主要根據(jù)沖壓件的外形及拉延深度而定,拉延深度大的制件在直線部分-般要布置拉延筋,而在圓弧部位不設(shè)拉延筋;同- -零件各部位拉延深度相差較大時(shí),在深的部位不設(shè)拉延筋,淺的部位需設(shè)拉延筋;在進(jìn)料阻力小的部位設(shè)置拉延筋;在需要進(jìn)料少的部位設(shè)置拉延筋;在容易起皺的部位設(shè)置拉延筋。拉延筋的方向一定要與拉伸坯料的材料流動(dòng)方向相垂直。
5.工藝孔和工藝切口的布置 板料拉伸超過(guò)極限,會(huì)發(fā)生斷裂,因此設(shè)置工藝孔或工藝切口使板料易于流動(dòng)。工藝孔和工藝切口主要是針對(duì)一些局部變形劇烈或存在反拉延的工件而采取的工藝手段,它必須分布在工藝補(bǔ)充上,在后序的修邊沖孔工序中能將它們修掉。工藝孔和工藝切口常設(shè)在拉應(yīng)力最大的拐角處,且與局部凸起邊緣形狀相適應(yīng),以便材料合理流動(dòng)。工藝.孔和工藝切口一般有兩種生成方法:一是在落料時(shí)沖出,它一般用于局部成形深度較淺的場(chǎng)合;另一種是在拉延的過(guò)程中切出,這是最常用的方法,在拉延的過(guò)程中開始使材料充分變形,然后切出工藝切口,利用材料的切向延伸使成形更深一些。外板件切口后的切屑會(huì)在工序件表面形.成斑點(diǎn),所以工藝孔和工藝切口應(yīng)盡量在落料模中切出,避免在拉伸模中切出。 6.凸、凹模圓角半徑的確定 凸、凹模圓角半徑的大小對(duì)于能否獲得理想的拉延制件起著很大的作用。大型覆蓋件拉延過(guò)程中常見的缺陷就是拉裂和起皺。當(dāng)凸模圓角半徑過(guò)小時(shí),拉延坯料的直壁部分與底部的過(guò)渡區(qū)的彎曲變形加大,使危險(xiǎn)斷面的強(qiáng)度受到削弱:而當(dāng)凹模圓角半徑較小時(shí),坯料側(cè)壁傳力區(qū)的拉應(yīng)力相應(yīng)增大,這兩種情況都會(huì)使拉延系數(shù)增大,板料的變形阻力增加,從而引起總的拉延力的增加和模具壽命的降低。若凸模和凹模的圓角半徑過(guò)大,板料的變形阻力小,金屬的流動(dòng)性好,但也會(huì)減小壓邊的有效面積,使制件容易起皺。因此確定凸、凹模半徑時(shí)必須與制件的變形特點(diǎn)、拉延筋及凸、凹模具圓角半徑的大小等因素綜合考慮。 7.定位形式的確定 在制定沖壓件的拉延工藝時(shí),必須考慮到后面的工序.要有好的定位方式,以確保制件的表面不產(chǎn)生損傷,尺寸精度不受影響等。常見的定位形式主要有三種方式: (1) 面定位,它主要是利用工件的內(nèi)外表面形狀來(lái)實(shí)現(xiàn)定位,外覆蓋件大多采用這種定位方式。 (2) 孔定位,它一般是利用制件.上的孔或者工藝孔來(lái)實(shí)現(xiàn)定位,它要求孔的間距要盡可能地遠(yuǎn),內(nèi)部結(jié)構(gòu)件大多采用這種定位方式。 (3) 孔面結(jié)合定位,就是利用制件的表面形狀和工藝孔相結(jié)合的定位形式,很多制件由于形狀復(fù)雜采用此種定位方式
總結(jié): 拉延模型面設(shè)計(jì)的優(yōu)劣直接影響到產(chǎn)品是否能夠順利成型、成型質(zhì)量的優(yōu)劣,及產(chǎn)品調(diào)試周期的長(zhǎng)短等等。現(xiàn)在,隨著計(jì)算機(jī)技術(shù)的發(fā)展,Catia、 UG、AUTOform 等軟件已經(jīng)在模具設(shè)計(jì)中得到廣泛的應(yīng)用。這些軟件的應(yīng)用,使得設(shè)計(jì)人員可以結(jié)合自己的經(jīng)驗(yàn)直接在計(jì)算機(jī)上設(shè)計(jì)出產(chǎn)品的型面,并使用AUTOform對(duì)設(shè)計(jì)出的型面進(jìn)行拉伸過(guò)程的模擬,結(jié)合模擬的情形,反過(guò)來(lái)優(yōu)化產(chǎn)品的型面設(shè)計(jì),得到最優(yōu)的產(chǎn)品型面。本文通過(guò)對(duì)拉延工藝設(shè)計(jì)中需要注意的問(wèn)題進(jìn)行了詳細(xì)的分析,對(duì)拉延模模具的設(shè)計(jì)具有很好的指導(dǎo)作用。 |